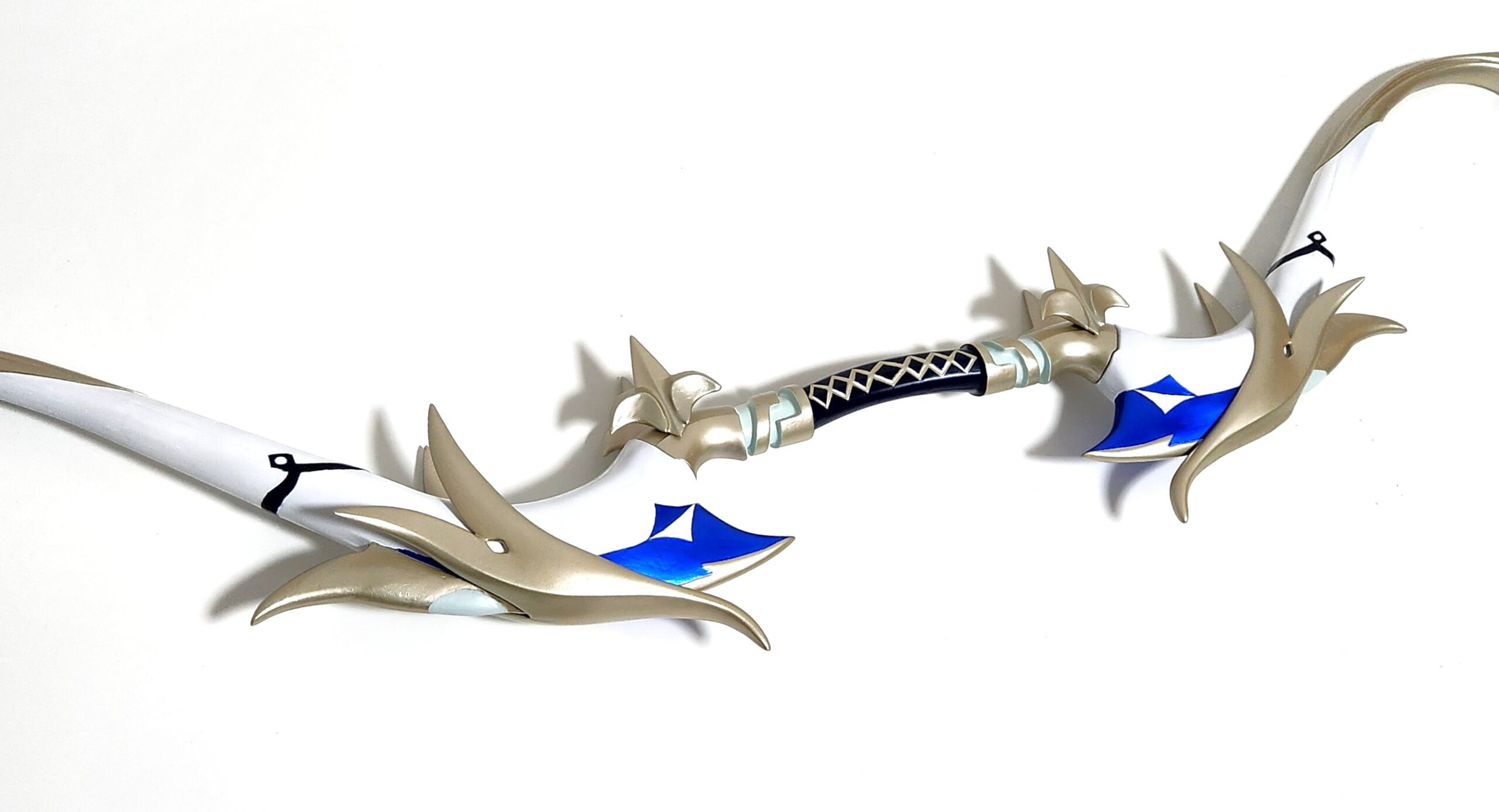
3Dデータの入手

素晴らしい3DモデラーであるHelenaLove様をとても尊敬しています。HelenaLove様の3Dデータを使用させていただきました。上記サイトから『Download all files』から.stlデータをダウンロードできます。.stlは3DプリンターのスライサーソフトやCADで開くことができます。
3Dプリンター、材料、スライサーソフトの準備
使用した3Dプリンター
CrealityのEnder-3 V3 KEを使用しました。理由は、本体価格が安価で、ASAフィラメントを使用して印刷できるからです。ASAフィラメントは、プリント後のやすりがけ加工がしやすいと耳にしたからです。ASAやABSを印刷する場合は、ノズル温度が260℃くらいまで設定できるものでなければなりません。また、プリント中に急な温度変化により反りが発生してしまいます。急な温度変化を抑制するために、同社のエンクロージャー付きモデルのK1という3Dプリンターが良いですが、予算が無いのでKEを購入しました。Amazonで別途購入したエンクロージャーをKEの周りに被せてプリントしました。
使用したフィラメント
ASAフィラメントを使用しました。ASAフィラメントを使用した理由は、プリント後のやすりがけ加工がしやすいといわれているからです。今回は、塗装をするので色は何でも良いと思います。私は黒を購入しました。
使用したスライサーソフト
スライサーソフトは同社から出ているCreality Printを使用しました。下記のリンクから現在のバージョンをダウンロードすることができます。今回、私が使用しているのはKEに同封されていた旧バージョンのスライサーソフトです。
スライサーソフトで.stlデータを開く
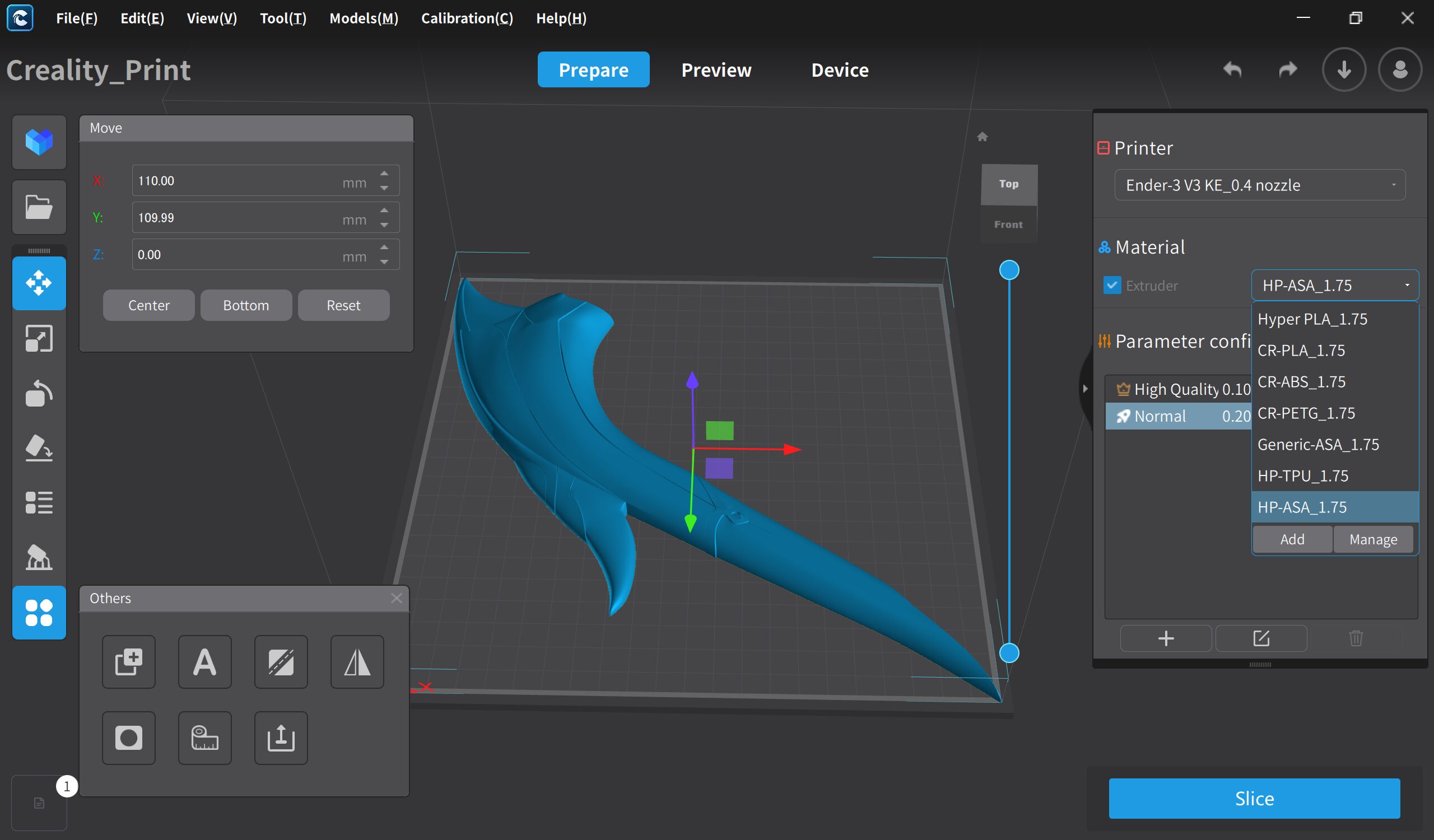
範囲内に材料を設置と材料の設定
X,Y座標のパラメータをいじって印刷範囲内に配置します。
今回は、ASAフィラメントを使用しました。[Material→HP-ASA_1.75」を選択します。Parameter configはNomalを選択しました。Nomalの元から設定されているパラメータで十分印刷できたので、パラメータはいじっておりません。
サポート材を設定
中に浮く部分にサポート材を設定します。Support ParameterのSupport Gridを2mm、Maximu Angleを30°に設定しました。Automatic Supportで自動で必要箇所にサポート材を設定してくれます。すべての部品で同じようにサポート材を設定しました。
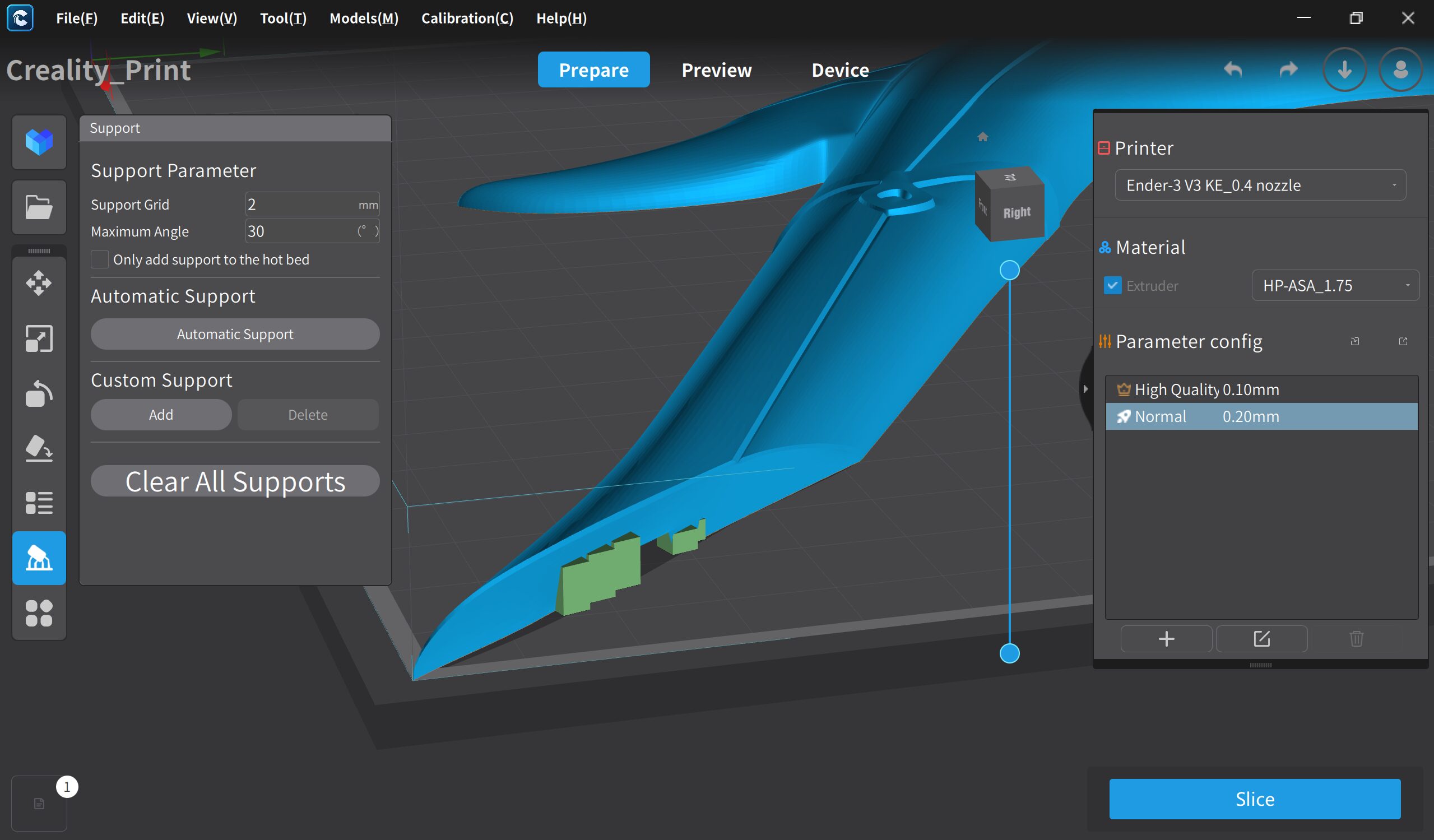
Sliceをクリックし、3Dプリンターにデータを転送して印刷を開始します。
3Dプリンターで印刷
warbow_fleurの印刷
この部品は合計で4個必要です。写真では反対向きのクローンを作り、2個づつ印刷しています。クローンの設定はスライサーソフトでできます。

warbow_handleの印刷
この部品は合計で2個必要です。反対向きのクローンを作っています。

warbow_tipの印刷
この部品は合計で4個必要です。写真では反対向きのクローンを作り、2個づつ印刷しています。

warbow_wingの印刷
この部品は合計で4個必要です。写真では反対向きのクローンを作り、2個づつ印刷しています。

warbow_midの印刷
この部品は合計で4個必要です。写真では1個づつ印刷しています。この向きを2個作ります。

反対向きのクローンにして、2個作ります。

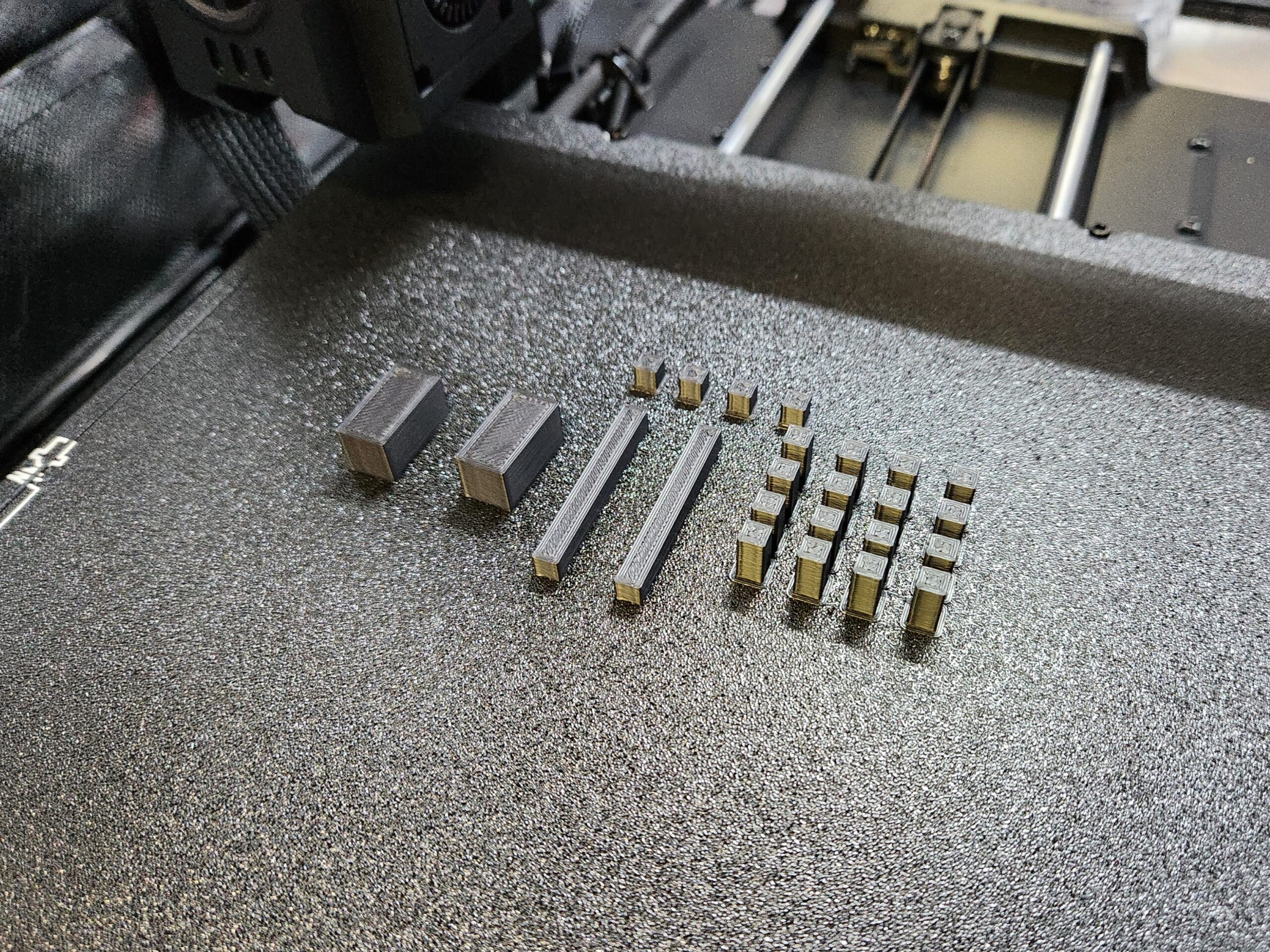
pinsの印刷
warbow_handle_pinを2個、warbow_top_pinを2個、warbow_fleur_pinを4個、warbow_bodypinsを16個印刷しました。
サポート材の除去、やすりがけ
サポート材の除去
デザインナイフやニッパ、ラジオペンチを使ってサポート材をはがします。ばりが出たら、デザインナイフで綺麗にそぎ落とします。

やすりがけ
細かい掘りやデザインの部分を棒やすりを使って積層痕を潰すようにやすりがけしました。また、表面も積層痕を潰すように、紙やすりでやすりがけしました。これをすべての部品で行いました。

やすりがけ前と後の比較です。ASAフィラメントはやすりがけ加工のしやすいと言われておりますが、プラスチックをやするのは大変な作業です。後にレジンで積層痕を潰すので、ここのやすりがけはほどほどのところで妥協しても良いです。

接着
pinsの接着
接着剤はアクリルサンデーを使いました。小瓶にアクリルサンデーとサポート材に使った余り材料を溶かして丁度良い粘り具合になるようにドロドロにしてあります。

まずは、片面にpinsを接着しました。

両面を貼り合わせます。接着面にまんべんなく接着剤を塗り、クランプします。

全ての組み合わせを接着しました。

UVレジンを使った積層痕消し
UVレジンの塗布
レジンを刷毛でムラのないように薄く塗ります。

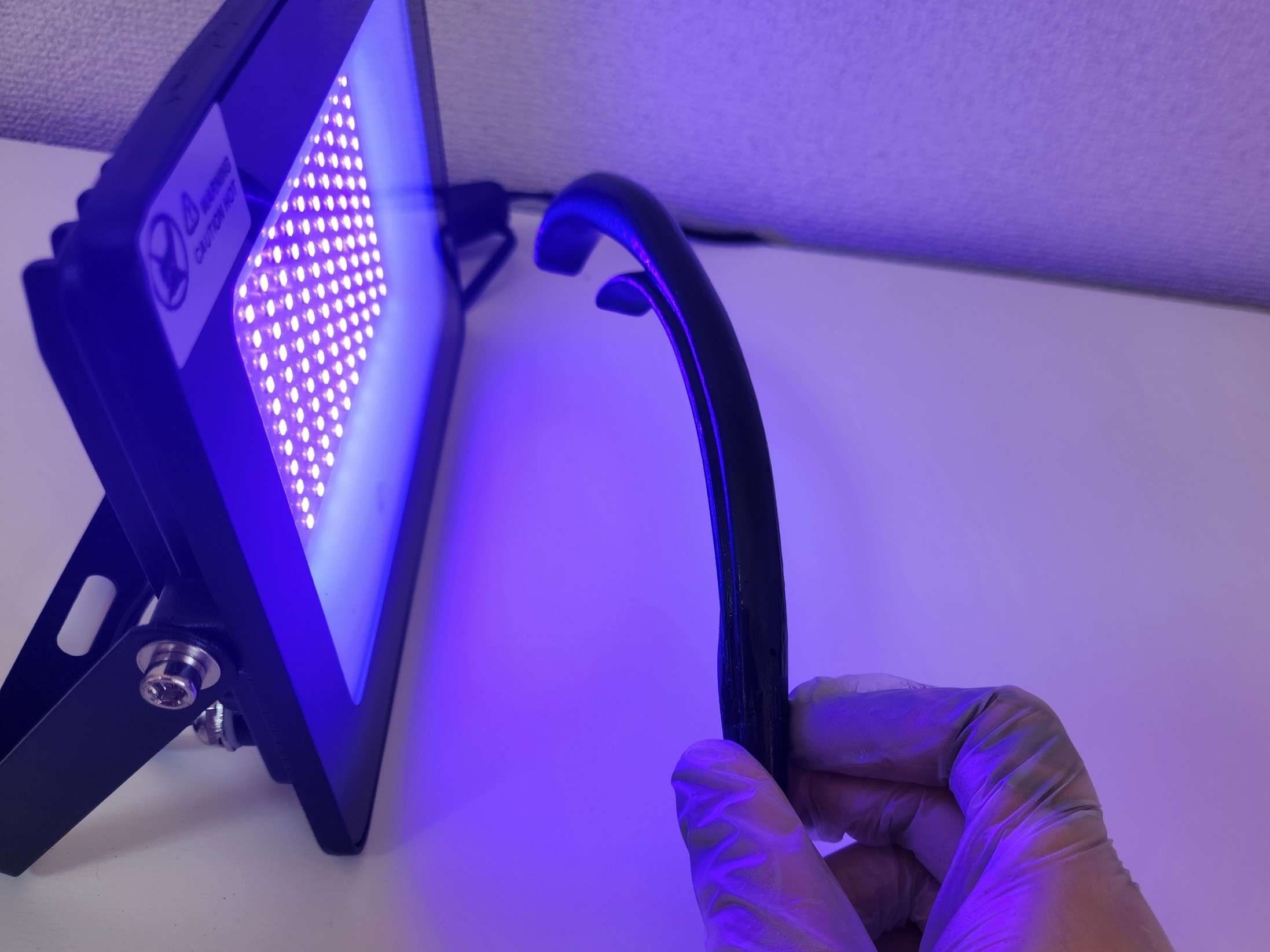
UVレジンの硬化
表面に薄く塗ったUVレジンをブラックライトに当てて硬化させます。薄く塗れば3分程度で硬化します。
UVレジンの拭き取り
ブラックライトに当てて硬化させた後、表面に残った未硬化のレジンが残っているので拭き取ります。

やすりがけ
硬化したレジンの表面をやすりがけします。大まかなことろは電動やすりを使いました。

細かいところや溝は棒やすりを使いました。レジンが溝を埋めてしまうので、溝を念入りにやすりがけします。
以上の工程を3Dプリンターの積層痕がなくなるまで繰り返します。

UVレジンを使った積層痕消しの手順を全ての部品で行います。積層痕が潰せたら、いよいよ塗装に移ります。

